彈簧處理設備和方法與流程
本發明涉及彈簧處理設備以及處理彈簧的方法,特別是用于處理在制造袋裝彈簧單元中使用的彈簧、比如在床墊芯中使用的彈簧的方法。
背景技術:
1、最近,能夠在卷繞頭處形成螺旋彈簧的速率顯著增加。然而,可以將彈簧插入用于制造袋裝彈簧單元或包裝彈簧單元的袋裝材料層之間的位置中的速度并沒有跟上。
技術實現思路
1、本發明的實施方式旨在提供一種彈簧處理設備和方法,該彈簧處理設備和方法解決了現有設備和方法的問題。
2、本發明在現在應當參照的所附獨立權利要求中進行了限定。此外,優選特征可以在所附的從屬權利要求中找到。
3、根據本發明的一個方面,提供了一種傳送設備,該傳送設備用于將彈簧從彈簧成型站傳送到袋裝材料層之間的位置以形成袋裝彈簧單元,該傳送設備在使用中能夠定位在彈簧成型站與袋裝站之間并且包括傳送輪,該傳送輪布置成圍繞旋轉軸旋轉并且具有在輻條平面中基本徑向延伸的多個輻條,其中,該輪的兩側是軸向間隔開的容納構件,容納構件在輻條平面的兩側延伸,并且其中,該傳送輪包括形成在相鄰輻條之間的一個或更多個彈簧接納部分,彈簧接納部分布置成在容納構件之間沿弧形路徑從彈簧成型站行進到下述地點:在該地點,可以將彈簧插入袋裝材料層之間的位置。
4、在優選的布置中,容納構件布置成基本上平行于輻條平面并在輻條平面兩側延伸。
5、該設備可以包括壓縮部分,該壓縮部分布置成在輪旋轉時將彈簧軸向壓縮。在優選的布置中,壓縮部分包括一對間隔開的壓縮構件,彈簧布置成在輪旋轉時在這對壓縮構件之間通過。壓縮構件可以布置成在彈簧的運動方向上會聚,并且優選地包括一對板。
6、該設備優選地包括推桿,該推桿布置成將彈簧從輻條的部分之間推出。推桿可以布置成在彈簧已經被壓縮后推動彈簧,更優選地將彈簧推入袋裝材料層之間的位置。
7、根據本發明的另一個方面,提供了一種將彈簧從彈簧成型站傳送到袋裝材料層之間的位置以形成袋裝彈簧單元的方法,該傳送設備在使用中能夠定位在彈簧成型站與袋裝站之間并且包括傳送輪,該傳送輪布置成圍繞旋轉軸旋轉并且具有在輻條平面中基本徑向延伸的多個輻條,其中,該輪的兩側是軸向間隔開的容納構件,容納構件在輻條平面的兩側延伸,并且其中,該傳送輪包括形成在相鄰輻條之間的一個或更多個彈簧接納部分,該方法包括將彈簧引入彈簧接納部分并使彈簧接納部分在容納構件之間沿弧形路徑從彈簧成型站行進到下述地點:在該地點,可以將彈簧插入袋裝材料層之間的位置。
8、在另一方面,本發明提供了一種在計算機可讀介質上的計算機程序產品,該計算機程序產品包括下述指令:所述指令在由計算機執行時會使計算機執行根據本文中的任何陳述的方法。
9、本發明還包括用于使裝置執行根據本文中的任何陳述的方法的程序。
10、本發明可以包括本文提及的特征或限制的任何組合,但相互排斥或相互不一致的特征的組合除外。
技術特征:
1.一種傳送設備,所述傳送設備用于將彈簧從彈簧成型站傳送到袋裝材料層之間的位置以形成袋裝彈簧單元,所述傳送設備在使用中能夠定位在彈簧成型站與袋裝站之間并且包括傳送輪,所述傳送輪布置成圍繞旋轉軸旋轉并且具有在輻條平面中基本徑向延伸的多個輻條,其中,所述輪的兩側是軸向間隔開的容納構件,所述容納構件在所述輻條平面的兩側延伸,并且其中,所述傳送輪包括形成在相鄰輻條之間的一個或更多個彈簧接納部分,所述彈簧接納部分布置成在所述容納構件之間沿弧形路徑從所述彈簧成型站行進到下述地點:在該地點,能夠將所述彈簧插入袋裝材料層之間的位置。
2.根據權利要求1所述的設備,其中,所述容納構件布置成基本上平行于所述輻條平面并在所述輻條平面兩側延伸。
3.根據權利要求1或2所述的設備,其中,所述設備還包括壓縮部分,所述壓縮部分布置成在所述輪旋轉時將所述彈簧軸向壓縮。
4.根據權利要求3所述的設備,其中,所述壓縮部分包括一對間隔開的壓縮構件,所述彈簧布置成在所述輪旋轉時在所述壓縮構件之間通過。
5.根據權利要求4所述的設備,其中,所述壓縮構件布置成在所述彈簧的運動方向上會聚,并且包括一對板。
6.根據前述權利要求中的任一項所述的設備,其中,所述設備還包括推桿,所述推桿布置成將所述彈簧從所述輻條的部分之間推出。
7.根據權利要求6所述的設備,其中,所述推桿布置成在所述彈簧已經被壓縮后將所述彈簧推入袋裝材料層之間的位置。
8.一種將彈簧從彈簧成型站傳送到袋裝材料層之間的位置以形成袋裝彈簧單元的方法,所述傳送設備在使用中能夠定位在彈簧成型站與袋裝站之間并且包括傳送輪,所述傳送輪布置成圍繞旋轉軸旋轉并且具有在輻條平面中基本徑向延伸的多個輻條,其中,所述輪的兩側是軸向間隔開的容納構件,所述容納構件在所述輻條平面的兩側延伸,并且其中,所述傳送輪包括形成在相鄰輻條之間的一個或更多個彈簧接納部分,所述方法包括將所述彈簧引入所述彈簧接納部分并使所述彈簧接納部分在所述容納構件之間沿弧形路徑從所述彈簧成型站行進到下述地點:在該地點,能夠將所述彈簧插入袋裝材料層之間的位置。
技術總結
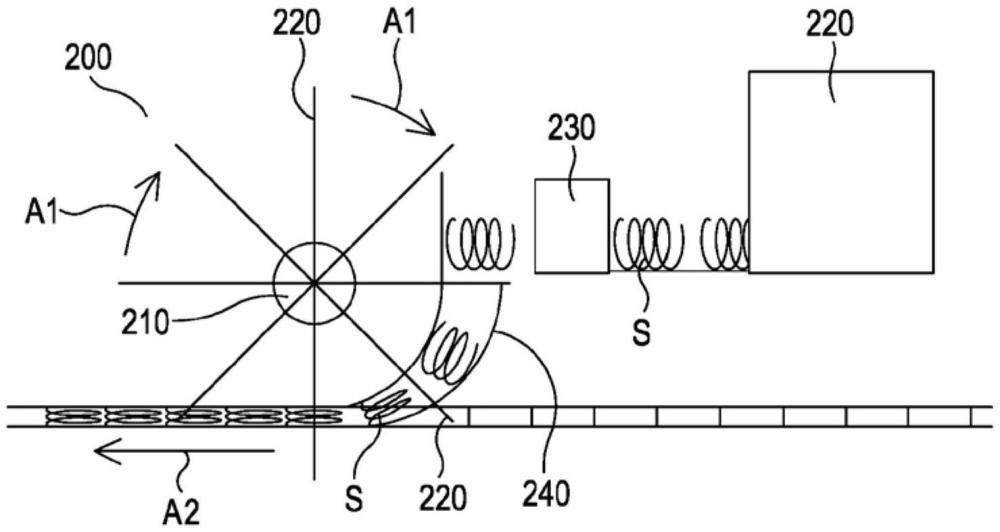
彈簧傳送設備包括輪(200),輪具有輪轂(210)和多個輻條(220),多個輻條從輪轂徑向延伸并且布置成通過一對旋轉的傳送刷(230)將各個螺旋彈簧S接納在輻條之間,螺旋彈簧S在以(220)表示的卷繞頭中生產。在使用中,輪被驅動,以沿箭頭A1的方向旋轉。輻條在其遠端端部處穿過開狹口的壓縮槽(240),并且位于輻條之間的彈簧S在其通過槽的期間被壓縮。當彈簧到達旋轉的最低點時,彈簧在該處被最大程度地壓縮,彈簧相對于輪轂(210)被軸向推向預先準備好的袋裝材料網W,袋裝材料網已經在位置L處連結在一起以形成用于接納彈簧的袋P并且沿箭頭A2的方向行進。
技術研發人員:大衛·克萊爾
受保護的技術使用者:HS產品有限公司
技術研發日:
技術公布日:2024/10/21
- 還沒有人留言評論。精彩留言會獲得點贊!