MLCC高速單Mark及數字角度切割機的制作方法
本發明屬于多層陶瓷電容器生產設備領域,具體為一種mlcc高速單mark及數字角度切割機。
背景技術:
1、多層陶瓷電容器(mlcc)是一種電子元件,用于存儲電荷和調節電路中的電容值。它們由多個陶瓷層組成,每個層之間夾有金屬電極,然后堆疊在一起,并在兩端連接上導體引線,形成一個整體結構。在外部通常覆蓋有絕緣性的封裝材料,以保護電容器。
2、本發明所屬的加工工序屬于mlcc生產工藝的中間工序,是前后工序的銜接工序,在此工序前產品形態為整張巴塊(類似整摞紙),通過此工序切割加工后形成初步的產品顆粒形態(長方體),前段工序影響切割精度的有印刷、疊層、等靜壓,均存在加工精度差異性,且在切割前因多層結構覆蓋,無法監測到內部精度的變化,所以整個mlcc制程中前段工序的加工不良率80%統計在了切割工序上。切割加工的良品率對于身處制程的整體影響是非常大的,在本發明之前全球mlcc企業全部采用區間切割法(多mark識別后平均計算間距切割加工如圖15所示),切割方式為垂直切割,由于日韓企業材料和設備相對先進,前段工序精度控制的比較好,所以使用此切割工藝的不良率并不是很高,但國內因為產業技術相對落后(參考《科技日報》國家35項目關鍵卡脖子技術第12項),整體良品率對比日韓企業低很多,完全效仿日韓企業的加工工藝存在比較明顯的不良率較高的問題,切割工序的高精度加工可以有效彌補前面工序精度影響,優化不良率就是優化生產成本,就是提高競爭力。
3、如圖15所示,為本發明前,常用的10刀區間切割邏輯,y軸由a點移動到b點讀取10列需要切割區域的總體尺寸l1,l1除以10得到平均值l2,y軸再由b點回歸到a點開始按照l2數據步進進行10刀產品的切割。
4、問題:
5、①1-10列產品在前段工序作業中理論上是存在一定數值的差異性的,如果全部按照平均值l2切割會有誤差存在;
6、②切割刀片是v字形,切割過程中會出現排擠,且有時排擠會出現累計向后偏移的問題,全部按照等距l2切割會造成切割誤差。
7、如圖16所示,為本發明前,采用0°垂直切割法,因產品本身材料硬度和內部結構精度影響,切割過程中會出現排擠現象,排擠時因受力不均勻,刀具會朝受力小的一側偏移,造成t型不良、菱形不良、對稱不良的現象,嚴重影響產品加工良品率。
技術實現思路
1、本發明要解決的技術問題是:在mlcc的前段成粒切割加工中,采用平均區間切割法良品率較低。
2、為實現以上技術目的,本發明采用以下技術方案:
3、mlcc高速單mark及數字角度切割機,包括識別視覺系統和切割機構;
4、所述識別視覺系統包括mark識別組合鏡頭系統,mark識別相機,系統支撐軌道,mark追蹤伺服馬達,驅動絲杠組件,視覺系統微調組件,拖鏈組件,前段成像鏡頭,光源,其中,驅動絲杠組件由mark追蹤伺服馬達驅動,在驅動絲杠組件上設有系統支撐軌道,在系統支撐軌道上設有mark識別相機,在mark識別相機上具有mark識別組合鏡頭系統,在mark識別組合鏡頭系統和mark識別相機之間設有視覺系統微調組件,在驅動絲杠組件上設有拖鏈組件(可采用高速防彎曲拖鏈組件),在mark識別組合鏡頭系統上分別具有前段成像鏡頭和光源(可采用紅黃藍三合一組合高亮光源);
5、所述切割機構包括切割z軸伺服驅動馬達,切割驅動絲杠,支撐軸承座體,剎車裝置,角度旋轉伺服驅動馬達,扭矩支撐裝置,數據反饋傳感器,其中,支撐軸承座體上轉動連接有切割驅動絲杠,該轉動連接的轉軸由角度旋轉伺服驅動馬達驅動,切割驅動絲杠由切割z軸伺服驅動馬達驅動,在切割驅動絲杠的端部設有數據反饋傳感器,在支撐軸承座體上分別設有剎車裝置(可采用穩定剎車裝置)和扭矩支撐裝置(可采用高比例方向扭矩支撐裝置)。
6、作為優選,還包括切割支撐臺,在切割支撐臺上分別設有自動供料抓手和自動供料治具。
7、作為優選,在切割支撐臺上還分別設有自動收料抓手和自動收料治具。
8、作為優選,在切割支撐臺上分別設有y軸驅動組件,z軸驅動組件以及單mark識別相機系統。
9、作為優選,在切割支撐臺的側方設有加熱平臺,在切割支撐臺的上方設有切割刀架組件。
10、作為優選,切割支撐臺位于支撐平臺上,在支撐平臺下側設有底架部分。
11、作為優選,在所述切割機的外表面分別設有軟件顯示設置屏,溫度控制面板,快捷操作面板。
12、作為優選,在所述切割機的前部設有氣壓控制面板,在所述切割機的頂部設有稼動狀態指示燈。
13、作為優選,在所述切割機的前部設有作業觀察窗,在所述切割機的側部設有qr掃碼槍。
14、作為優選,在所述切割機的前部分別設有收料開啟門和供料開啟門。
15、本發明提供了一種mlcc高速單mark及數字角度切割機,用于多層陶瓷電容器(mlcc)前段成粒切割加工使用。該技術方案設計了全新的視覺系統,并圍繞切割機構增設了刀架旋轉補償組件,在此基礎上,采用單mark識別切割,有效提升了良品率。具體來看,本發明采用mark追蹤伺服馬達驅動絲杠組件,帶動mark識別組合鏡頭系統完成高速mark識別對位;切割動作裝置轉動連接在其支撐結構上,由角度旋轉馬達驅動旋轉,形成±3°的數字化補償功能,有效解決了排擠問題。工藝方面,單mark切割可以有效彌補因前端工序的誤差精度影響,也可以減少因物理切割刀形成的排擠累積誤差,數字化的角度補償功能可以有效減少對稱不良、菱形不良、梯形不良等問題。本發明充分提高了切割精度和良品率,具有良好的運行表現。
技術特征:
1.mlcc高速單mark及數字角度切割機,其特征在于,包括識別視覺系統和切割機構;
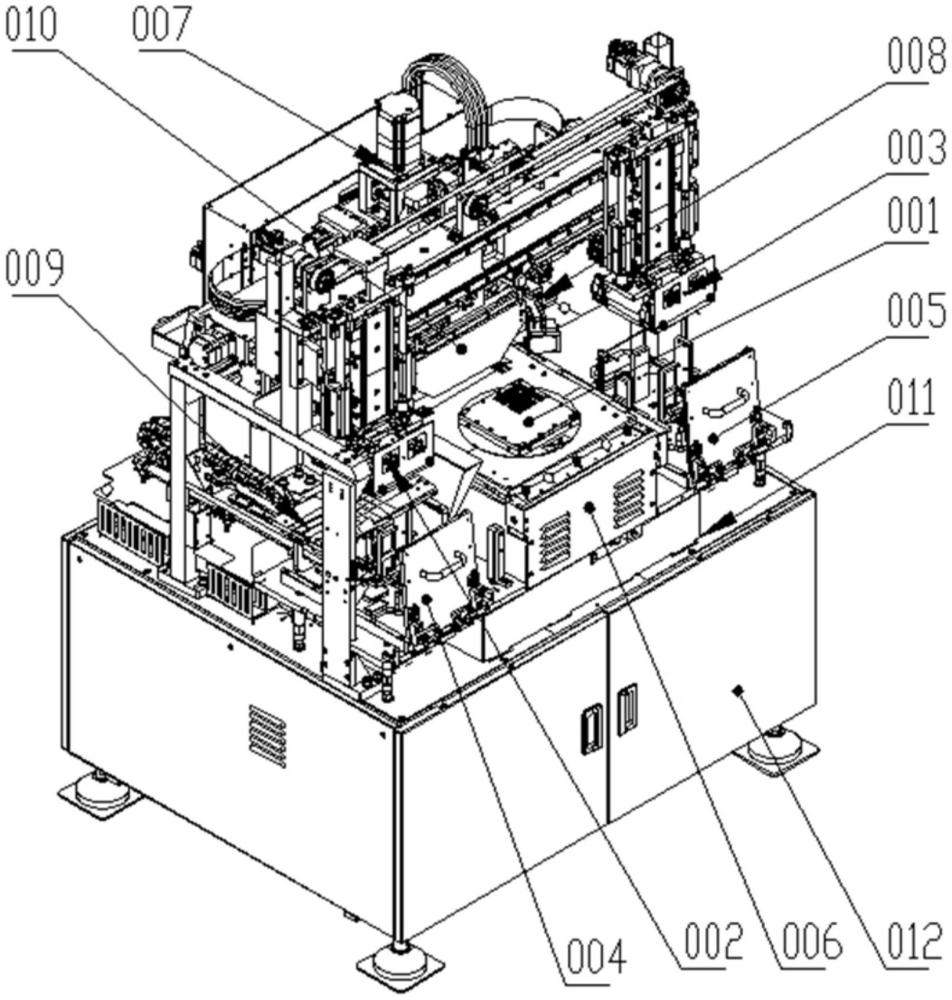
2.根據權利要求1所述的mlcc高速單mark及數字角度切割機,其特征在于,還包括切割支撐臺(001),在切割支撐臺(001)上分別設有自動供料抓手(002)和自動供料治具(004)。
3.根據權利要求2所述的mlcc高速單mark及數字角度切割機,其特征在于,在切割支撐臺(001)上還分別設有自動收料抓手(003)和自動收料治具(005)。
4.根據權利要求3所述的mlcc高速單mark及數字角度切割機,其特征在于,在切割支撐臺(001)上分別設有y軸驅動組件(006),z軸驅動組件(007)以及單mark識別相機系統(008)。
5.根據權利要求4所述的mlcc高速單mark及數字角度切割機,其特征在于,在切割支撐臺(001)的側方設有加熱平臺(009),在切割支撐臺(001)的上方設有切割刀架組件(010)。
6.根據權利要求5所述的mlcc高速單mark及數字角度切割機,其特征在于,切割支撐臺(001)位于支撐平臺(011)上,在支撐平臺(011)下側設有底架部分(012)。
7.根據權利要求6所述的mlcc高速單mark及數字角度切割機,其特征在于,在所述切割機的外表面分別設有軟件顯示設置屏(013),溫度控制面板(014),快捷操作面板(015)。
8.根據權利要求7所述的mlcc高速單mark及數字角度切割機,其特征在于,在所述切割機的前部設有氣壓控制面板(016),在所述切割機的頂部設有稼動狀態指示燈(017)。
9.根據權利要求8所述的mlcc高速單mark及數字角度切割機,其特征在于,在所述切割機的前部設有作業觀察窗(019),在所述切割機的側部設有qr掃碼槍(018)。
10.根據權利要求9所述的mlcc高速單mark及數字角度切割機,其特征在于,在所述切割機的前部分別設有收料開啟門(020)和供料開啟門(021)。
技術總結
本發明提供了一種MLCC高速單Mark及數字角度切割機,屬于多層陶瓷電容器生產設備領域。本發明設計了全新的視覺系統,并圍繞切割機構增設了刀架旋轉補償組件,在此基礎上,采用單MARK識別切割。具體來看,本發明采用MARK追蹤伺服馬達驅動絲杠組件,帶動MARK識別組合鏡頭系統完成高速MARK識別對位;切割動作裝置轉動連接在其支撐結構上,由角度旋轉馬達驅動旋轉,形成±3°的數字化補償功能,有效解決了排擠問題。工藝方面,單MARK切割可以有效彌補因前端工序的誤差精度影響,也可以減少因物理切割刀形成的排擠累積誤差,數字化的角度補償功能可以有效減少對稱不良、菱形不良、梯形不良等問題。本發明充分提高了切割精度和良品率,具有良好的運行表現。
技術研發人員:閆志旺,李楠楠,董麗媛
受保護的技術使用者:天津志臻自動化設備有限公司
技術研發日:
技術公布日:2024/10/21
- 還沒有人留言評論。精彩留言會獲得點贊!