一種PVC包覆玻纖長絲卷簾面料的生產工藝的制作方法
本發明涉及卷簾面料生產,更具體地說,本發明涉及一種pvc包覆玻纖長絲卷簾面料的生產工藝。
背景技術:
1、卷簾是窗飾產品中的一種,是將窗簾布經樹脂加工,卷成滾筒狀,采用拉繩或鏈子進行上升下降的方式,操作簡單方便,具有外表美觀簡潔,使得窗框顯得干凈利落,讓整個房間看上去寬敞簡約,卷簾主要包括電動卷簾、拉珠卷簾、彈簧卷簾,卷簾具有外表美觀簡潔,結構牢固耐用等諸多優點,卷簾適用于多種場所,如商務辦公大樓,賓館,餐廳,辦公室,家居(用作),尤其適用大面積玻璃幕墻,當卷簾面料放下時,能讓室內光線柔和,免受直射陽光的困擾,達到很好遮陽效果,當卷簾升起時它的體積,又非常小,以至于不易被察覺
2、如公開號為cn117449017a公開了一種不同熔融點混紡全滌綸纖維的卷簾面料生產工藝,包括如下步驟:s101、采用熔融范圍為220-280℃的高熔融范圍全滌綸紗和熔融范圍為80-180℃的低熔融范圍全滌綸紗,經過混紡后形成全滌綸紗線;s102、以全滌綸紗線為原料,經過整經后,制造出卷簾面料坯布。本發明中的卷簾面料,確保卷簾面料在經緯向有粘合作用,確保卷簾面料不虛邊,不毛邊,結構不松散,有一定的挺度。高熔點部分沒有熔融,保持紗線的柔軟手感,在斷裂強度、垂直燃燒和抗菌性能上的表現明顯優異,而且采用熔融范圍不同的全滌綸紗混合制成,用料較為單一,便于對用料的大范圍采購,便于對成本進行控制,而且將防水和抗菌防霉處理工藝分開操作;
3、目前傳統卷簾面料通常使用滌綸面料,其長期使用后面料的表面易起球,進而影響卷簾的外觀,且傳統的滌綸面料的強度不高,作為卷簾使用時,需要頻繁受力拉伸卷曲,從而長期會導致卷簾面料內的滌綸線出現斷裂的情況,從而使用壽命不高,并且滌綸面料抗熔性差,當遇到火星、煙灰等會導致面料表面出現孔洞,進而滌綸卷簾面料易損壞。
技術實現思路
1、為了克服現有技術的上述缺陷,本發明提供了一種pvc包覆玻纖長絲卷簾面料的生產工藝,本發明所要解決的技術問題是:目前傳統卷簾面料通常使用滌綸面料,其長期使用后面料的表面易起球,進而影響卷簾的外觀,且傳統的滌綸面料的強度不高,作為卷簾使用時,需要頻繁受力拉伸卷曲,從而長期會導致卷簾面料內的滌綸線出現斷裂的情況,從而使用壽命不高,并且滌綸面料抗熔性差,當遇到火星、煙灰等這會導致面料表面出現孔洞,進而滌綸卷簾面料易損壞。
2、為實現上述目的,本發明提供如下技術方案:一種pvc包覆玻纖長絲卷簾面料的生產工藝,包括以下步驟:
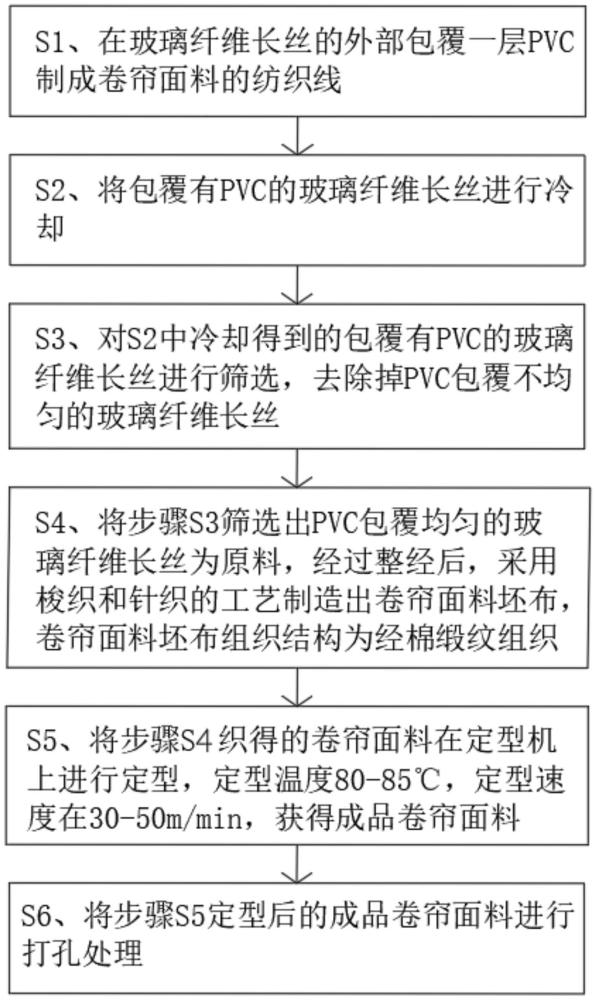
3、s1、在玻璃纖維長絲的外部包覆一層pvc制成卷簾面料的紡織線;
4、s2、將包覆有pvc的玻璃纖維長絲進行冷卻;
5、s3、對s2中冷卻得到的包覆有pvc的玻璃纖維長絲進行篩選,去除掉pvc包覆不均勻的玻璃纖維長絲;
6、s4、將步驟s3篩選出pvc包覆均勻的玻璃纖維長絲為原料,經過整經后,采用梭織和針織的工藝制造出卷簾面料坯布,卷簾面料坯布組織結構為經棉緞紋組織;
7、s5、將步驟s4織得的卷簾面料在定型機上進行定型,定型溫度80-85℃,定型速度在30-50m/min,獲得成品卷簾面料;
8、s6、將步驟s5定型后的成品卷簾面料進行打孔處理。
9、作為本發明的進一步方案:所述s1中pvc包裹工藝具體為pvc通過螺桿熔融擠出包裹在玻璃纖維長絲上或通過聚氯乙烯糊上漿逐層包覆在玻璃纖維長絲上其中任意一種。
10、作為本發明的進一步方案:所述pvc通過螺桿擠出熔融溫度為100-200℃。
11、作為本發明的進一步方案:所述聚氯乙烯糊干燥溫度為50-130℃,干燥時間20s-180s。
12、作為本發明的進一步方案:所述聚氯乙烯糊固含量為30%-90%。
13、作為本發明的進一步方案:所述s1制得的包覆有pvc的玻璃纖維長絲中pvc比例在10%-50%,或者玻纖比例在10-50%。
14、作為本發明的進一步方案:所述步驟s6中成品卷簾面料打孔率為0-10%。
15、作為本發明的進一步方案:所述成品卷簾面料斷裂強度為經向500n-3500n,緯向500n-3500n。
16、發明的有益效果在于:本發明通過采用包裹pvc的玻璃纖維長絲制造的卷簾面料,其相對于傳統的滌綸卷簾面料,其不會起球,且其抗拉強度高,不易出現卷簾面料織線斷裂的現象,并且在接觸到火星等高溫時也不會出現溶洞的現象,從而相對于傳統的滌綸卷簾面料,本發明的pvc包覆玻纖長絲卷簾面料的耐用性更高,從而提高卷簾的使用壽命。
技術特征:
1.一種pvc包覆玻纖長絲卷簾面料的生產工藝,其特征在于:包括以下步驟:
2.根據權利要求1所述的一種pvc包覆玻纖長絲卷簾面料的生產工藝,其特征在于:所述s1中pvc包裹工藝具體為pvc通過螺桿熔融擠出包裹在玻璃纖維長絲上或通過聚氯乙烯糊上漿逐層包覆在玻璃纖維長絲上其中任意一種。
3.根據權利要求2所述的一種pvc包覆玻纖長絲卷簾面料的生產工藝,其特征在于:所述pvc通過螺桿擠出熔融溫度為100-200℃。
4.根據權利要求2所述的一種pvc包覆玻纖長絲卷簾面料的生產工藝,其特征在于:所述聚氯乙烯糊干燥溫度為50-130℃,干燥時間20s-180s。
5.根據權利要求2所述的一種pvc包覆玻纖長絲卷簾面料的生產工藝,其特征在于:所述聚氯乙烯糊固含量為30%-90%。
6.根據權利要求1所述的一種pvc包覆玻纖長絲卷簾面料的生產工藝,其特征在于:所述s1制得的包覆有pvc的玻璃纖維長絲中pvc比例在10%-50%,或者玻纖比例在10-50%。
7.根據權利要求1所述的一種pvc包覆玻纖長絲卷簾面料的生產工藝,其特征在于:所述步驟s6中成品卷簾面料打孔率為0-10%。
8.根據權利要求1所述的一種pvc包覆玻纖長絲卷簾面料的生產工藝,其特征在于:所述成品卷簾面料斷裂強度為經向500n-3500n,緯向500n-3500n。
技術總結
本發明公開了一種PVC包覆玻纖長絲卷簾面料的生產工藝,具體涉及卷簾面料生產技術領域,包括以下步驟:S1、在玻璃纖維長絲的外部包覆一層PVC制成卷簾面料的紡織線;S2、將包覆有PVC的玻璃纖維長絲進行冷卻;S3、對S2中冷卻得到的包覆有PVC的玻璃纖維長絲進行篩選,去除掉PVC包覆不均勻的玻璃纖維長絲;本發明通過采用包裹PVC的玻璃纖維長絲制造的卷簾面料,其相對應傳統的滌綸卷簾面料,其不會起球,且其抗拉強度高,不易出現卷簾面料織線斷裂的現象,并且在接觸到火星等高溫時也不會出現溶洞的現象,從而相對于傳統的滌綸卷簾面料,本發明的PVC包覆玻纖長絲卷簾面料的耐用性更高,從而提高卷簾的使用壽命。
技術研發人員:許生軍,朱鑫麗,朱小華,奚香南
受保護的技術使用者:浙江辰鴻紡織品科技股份有限公司
技術研發日:
技術公布日:2024/10/21
- 還沒有人留言評論。精彩留言會獲得點贊!