球囊導管及其制造方法與流程
本申請涉及介入式醫療器械領域,特別涉及一種球囊導管及其制造方法。
背景技術:
1、介入治療中常用的介入器械之一——球囊導管,其基本結構是在導管遠端配置一個可以充盈膨脹的球囊。手術中,球囊隨導管在導絲的引導下到達靶向位置;通過向球囊內通入膨脹介質,如生理鹽水等,使球囊充盈膨脹至預設程度,以對靶向位置處進行局部擴張處理。然而,當靶向位置處存在鈣化結構等形成的斑塊時,單單依靠球囊膨脹并不能達到預期的擴張效果,因此,一些球囊導管中,會在球囊外設置金屬網結構,當球囊膨脹時,金屬網在球囊的推壓作用下對斑塊進行擠壓和切割,從而達到預設的擴張效果。
2、在球囊外增設金屬網雖然能夠改善擴張效果,但同時也會使球囊處直徑增大,相比于未設置金屬網的球囊導管對推送性能要求更高。為了獲得更好的推送性能,通常導管外會套接一根內部帶有編織絲的外管。不同于植入人體的支架,金屬網在介入操作結束前需要隨導管及外管撤出體內,因此,金屬網的端部通常需要與外管可靠焊接固定。
3、然而,上述外管結構雖然能夠改善推送性能,但在向其上固定金屬網時,由于編織絲的存在使得金屬網難以被可靠地焊接至外管。
技術實現思路
1、本申請提供了一種球囊導管及其制造方法,該球囊導管能夠在保證推送性能的前提下,使得金屬網與編織管之間可靠固定。
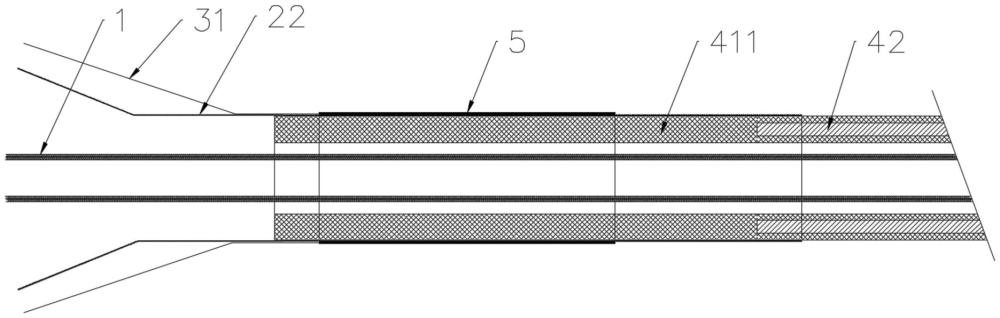
2、根據本申請的第一方面,提供一種球囊導管,所述球囊導管包括內管、球囊、金屬網、外管及焊接套管,其中:所述外管套設于所述內管外,所述球囊套設于所述內管外側,且其兩端分別密封固定于所述內管及所述外管的外周側;所述外管包括管體及內嵌于所述管體內的編織絲層,沿所述管體的長度方向,所述管體的遠端延伸超出所述編織絲層以一體的形成一焊接連接部;所述焊接套管套設于所述焊接連接部外側;所述金屬網套設于所述球囊外側,所述金屬網的近端延伸至所述焊接套管與所述焊接連接部之間,并焊接固定于所述焊接連接部與所述焊接套管之間。
3、進一步地,所述焊接套管與所述管體設置為相同材質的管材。
4、進一步地,所述金屬網的近端過盈套設于所述焊接連接部外,及/或,所述焊接套管與所述焊接連接部在焊接前間隙配合。
5、進一步地,所述焊接套管設置為能夠在焊接熱量作用下徑向收縮,以向所述金屬網的近端施加徑向的壓力。
6、進一步地,所述焊接連接部的長度設置為7mm-10mm。
7、進一步地,所述管體由高分子材料制成。
8、進一步地,所述球囊包括囊體,以及分別設置于所述囊體兩端的第一管腳和第二管腳,其中:所述第一管腳密封套設于所述內管的外側并與之固定;述第二管腳延伸至所述外管上內嵌有所述編織絲層的管段外側并與所述管體密封固定。
9、進一步地,所述金屬網的近端通過激光焊接工藝嵌入至所述焊接連接部內而固定。
10、根據本申請的第二方面,還提供一種用于制造上述球囊導管的方法,所述方法包括如下步驟:
11、s1?提供外管,所述外管包括管體及內嵌于所述管體內的編織絲層,沿所述管體的長度方向,所述管體的遠端延伸超出所述編織絲層以一體的形成一焊接連接部;
12、s2?將內管穿入所述外管內,并使得所述內管的一端自所述焊接連接部所在的一端伸出;
13、s3?將球囊的第一管腳和第二管腳分別與所述內管和所述外管的外周側密封固定;
14、s4?將金屬網套設于收疊后的所述球囊外;
15、s5?在所述焊接連接部外套設焊接套管,并使得所述金屬網的近端延伸至所述焊接套管與所述焊接連接部之間;
16、s6?在所述焊接套管、所述焊接連接部及所述金屬網的近端之間實施焊接。
17、進一步地,所述金屬網的近端過盈套設于所述焊接連接部外側,在步驟s6中,在所述焊接套管、所述焊接連接部及所述金屬網的近端之間實施激光焊接,所述激光焊接產生的熱量能夠使得所述焊接套管徑向收縮,以將所述金屬網的近端徑向壓入受熱熔融的焊接連接部內。
18、本申請的實施例提供的技術方案可以包括以下有益效果:
19、內嵌于管體內的編織絲層使得外管獲得合適的硬度,從而滿足球囊外套設的金屬網對于推送性的要求。而由于金屬網的兩端需要有可靠的固定,因此,在本申請中,外管中管體的遠端一體形成有一焊接連接部,且該焊接連接部內無編織絲層,因此,配合套設于該焊接連接部外并配合其共同夾持金屬網近端的焊接套管,金屬網的遠端能夠被可靠焊接固定于外管上,而不會受到編織絲層的影響。這樣,不僅金屬網的近端焊接可靠性有所提高,同時,在焊接套管、焊接連接部及金屬網三者之間實施焊接時,焊接熱量可以使焊接連接部發生一定程度的熔融,從而使得金屬網的近端徑向內嵌至外管的焊接連接部內,球囊導管的局部不會因為金屬網的焊接而徑向尺寸過分增大,球囊導管在該處的通過性基本不受影響。并且,由于焊接連接部與管體一體成型,因此,在彎折時該處不容易發生折斷,球囊導管整體的產品可靠性得到大大提升。
20、應當理解的是,以上的一般描述和后文的細節描述僅是示例性和解釋性的,并不能限制本申請。
技術特征:
1.一種球囊導管,其特征在于,所述球囊導管包括內管(1)、球囊(2)、金屬網(3)、外管(4)及焊接套管(5),其中:
2.根據權利要求1所述的球囊導管,其特征在于,所述焊接套管(5)與所述管體(41)設置為相同材質的管材。
3.根據權利要求1所述的球囊導管,其特征在于,所述金屬網(3)的近端過盈套設于所述焊接連接部(411)外,及/或,所述焊接套管(5)與所述焊接連接部(411)在焊接前間隙配合。
4.根據權利要求3所述的球囊導管,其特征在于,所述焊接套管(5)設置為能夠在焊接熱量作用下徑向收縮,以向所述金屬網(3)的近端施加徑向的壓力。
5.根據權利要求1所述的球囊導管,其特征在于,所述焊接連接部(411)的長度設置為7mm-10mm。
6.根據權利要求1所述的球囊導管,其特征在于,所述管體(41)由高分子材料制成。
7.根據權利要求1所述的球囊導管,其特征在于,所述球囊(2)包括囊體,以及分別設置于所述囊體兩端的第一管腳(21)和第二管腳(22),其中:所述第一管腳(21)密封套設于所述內管(1)的外側并與之固定;
8.根據權利要求1所述的球囊導管,其特征在于,所述金屬網(3)的近端(31)通過激光焊接工藝嵌入至所述焊接連接部(411)內而固定。
9.一種用于制造如權利要求1-8中任一項所述球囊導管的方法,其特征在于,所述方法包括如下步驟:
10.根據權利要求9所述方法,其特征在于,所述金屬網(3)的近端過盈套設于所述焊接連接部(411)外側,
技術總結
本申請公開了一種球囊導管及其制造方法,該球囊導管包括內管、球囊、金屬網、外管及焊接套管,其中:所述外管套設于所述內管外,所述球囊套設于所述內管外側,且其兩端分別密封固定于所述內管及所述外管的外周側;所述外管包括管體及內嵌于所述管體內的編織絲層,沿所述管體的長度方向,所述管體的遠端延伸超出所述編織絲層以一體的形成一焊接連接部;所述焊接套管套設于所述焊接連接部外側;所述金屬網套設于所述球囊外側,所述金屬網的近端延伸至所述焊接套管與所述焊接連接部之間,并焊接固定于所述焊接連接部與所述焊接套管之間。該球囊導管能夠在保證推送性能的前提下,使得金屬網與編織管之間可靠固定。
技術研發人員:毛建輝,杜瑞林
受保護的技術使用者:杭州巴泰醫療器械有限公司
技術研發日:
技術公布日:2024/10/21
- 還沒有人留言評論。精彩留言會獲得點贊!