口腔沖洗針及其制作方法與流程
本申請涉及醫療器械,特別是涉及一種口腔沖洗針及其制作方法。
背景技術:
1、口腔科醫生在進行口腔疾病治療時,采用沖洗針對口腔或根管進行沖洗,目前國內市面上的沖洗針以不銹鋼材質為主導,在使用時,由于沖洗針角度有限以及患者張口程度不同,醫生會將不銹鋼管進行不同程度的彎折來滿足沖洗要求,不銹鋼材質的沖洗針在彎折的過程中會產生折斷的風險,彎折部分易刺傷口腔組織。沖洗針分為側方出水和直通出水兩種出水方式。目前市面上側方出水的沖洗針將針管前端加工成盲孔并在針管側壁設置缺口作為出水口,加工過程復雜且成本高。側方開口的沖洗針在使用時由于外力的作用,出水口處于薄弱的位置,在彎曲根管中使用時,缺口位置斷裂風險增大。直通出水的沖洗針在沖洗時對根尖方向造成壓力,可能會導致根尖區域受到過度的刺激或損傷。
技術實現思路
1、基于此,有必要提供一種能夠降低斷裂風險以及能夠減少根尖區域受損的口腔沖洗針及其制作方法。
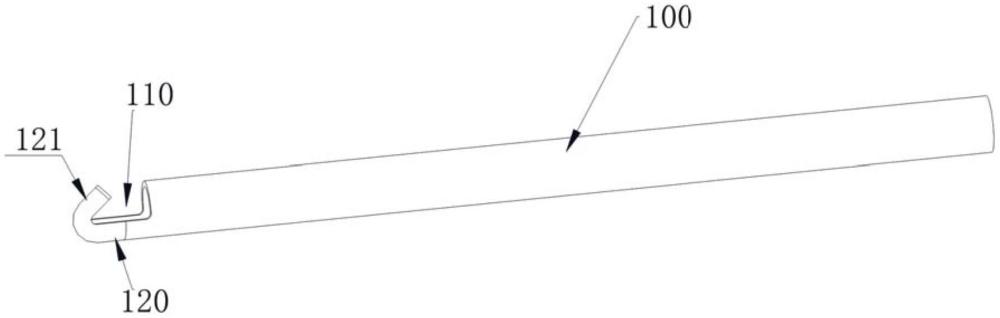
2、第一方面,本申請提供一種口腔沖洗針,包括鎳鈦合金管體,所述鎳鈦合金管體具有拉拔成型結構,所述鎳鈦合金管體的外徑范圍為0.20~3.5mm,內徑范圍為0.1~3.3mm;所述鎳鈦合金管體的長度為10~70mm;所述鎳鈦合金管體的一端形成有缺口,所述缺口與所述鎳鈦合金管體的內孔相貫通,且所述缺口貫穿所述鎳鈦合金管體的一端的端部,所述鎳鈦鎳鈦合金管體于所述缺口位置的殘余壁形成沖壓針壁,所述沖壓針壁的端部向缺口位置處翹曲形成導向壁。
3、在其中一個實施例中,所述導向壁具有弧形結構。
4、在其中一個實施例中,所述導向壁具有凵字形結構;
5、在其中一個實施例中,所述缺口于所述鎳鈦合金管體長度方向上的長度為0.5~10mm;
6、在其中一個實施例中,殘余壁形成沖壓針壁的實體表面積占未形成所述缺口位置處前的所述鎳鈦合金管體壁的實體表面積的1/5~3/5。
7、在其中一個實施例中,所述導向壁在鎳鈦合金管體徑向個點的尺寸均不超過所述鎳鈦合金管體形成所述缺口位置處的外圍尺寸;
8、在其中一個實施例中,殘余壁形成沖壓針壁的實體表面積占未形成所述缺口位置處前的所述鎳鈦合金管體壁的實體表面積的1/4~1/3。
9、第二方面,本申請提供一種如上任一實施例中所述口腔沖洗針的制作方法,包括如下步驟:
10、提供鎳鈦合金管坯,其中鎳鈦合金管坯的外徑為3~25mm;
11、提供金屬絲,其中所述金屬絲的外徑小于所述鎳鈦合金管坯內徑0.01mm~3mm;
12、將金屬絲插入所述鎳鈦合金管坯中形成復合胚體;
13、將所述復合坯體經過拉拔成型處理,去除金屬絲形成鎳鈦合金管成型坯;
14、將鎳鈦合金管成型坯進行截斷處理形成多個鎳鈦合金管體;其中各鎳鈦合金管體的外徑范圍為0.20~3.5mm,內徑范圍為0.1~3.3mm,長度為10~70mm;
15、將鎳鈦合金管體的一端加工形成缺口;其中加工缺口的長度為0.5~10mm;
16、將缺口位置處的殘余壁進行翹曲定型形成所述導向壁。
17、在其中一個實施例中,形成所述導向壁之前,所述方法還包括對所述鎳鈦合金管體進行第一次熱處理,其中在250~550℃范圍內進行第一次熱處理,第一次熱處理時間為3-600分鐘,熱處理完成后鎳鈦合金管體整體處于熱激活狀態,針管的奧氏體轉變結束溫度大于30℃。
18、在其中一個實施例中,進行第一次熱處理溫度之后,形成所述導向壁之前,所述方法還包括對所述鎳鈦合金管體進行第二次熱處理,第二次熱處理的溫度為400℃~650℃,第二次熱處理之后采用熱定型處理將缺口位置處的殘余壁進行翹曲定型形成所述導向壁,熱定型時間為1~30分鐘。
19、在其中一個實施例中,形成所述導向壁之后,所述方法還包括如下步驟:對所述鎳鈦合金管體進行第三次熱處理,其中導向壁第三次熱處理的溫度為450-650℃,導向壁以外的其它鎳鈦合金管體的第三次熱處理的溫度為250~550℃,第三次熱處理之后,形成有導向壁的口腔沖洗針的頭端為超彈狀態,其奧氏體轉變結束溫度不高于30℃,導向壁以外的其它鎳鈦合金管體為熱激活狀態,熱激活狀態的奧氏體轉變結束溫度不低于30℃。
20、上述口腔沖洗針,鎳鈦合金管體由于采用鎳鈦合金管材質,由于鈦鎳合金具有較好的柔韌性,彎折時不易彎斷,當進行口腔沖洗時方便醫生進行彎折而不易折斷,且由于鈦鎳合金本身的柔韌性,可以輕易的深入根管或者口腔的任何部位,使用便捷性也較好,能夠降低斷裂風險。而口腔沖洗針直接在所述鎳鈦合金管體的一端形成有缺口,所述缺口與所述鎳鈦合金管體的內孔相貫通,且所述缺口貫穿所述鎳鈦合金管體的一端的端部,所述鎳鈦鎳鈦合金管體于所述缺口位置的殘余壁形成沖壓針壁,所述沖壓針壁的端部向缺口位置處翹曲形成導向壁,如此形成的導向壁圍成的沖水口,當醫生使用時,沖洗液通過注射器被推動到針管內腔并到達針管頭端后,由于針管頭端其中一側導向壁的阻擋以及沖洗口為側方狀態,沖洗液并不是從順著針管內腔繼續向前流動,而是從位于側方的缺口處滑躍式流出。在沖洗牙齒表面和牙齦時沖洗時,沖洗液滑躍式側方出水的方式,可以減少沖洗液對牙齦的直接沖擊,減小對患者的刺激和不適感,提高患者的舒適度。在進行根管沖洗時,沖洗液滑躍式側方出水的方式不會對根尖方向造成壓力,從而減少對根尖周組織的刺激及損傷,且側方出水的水流可以加強根管壁沖刷能力,也有利于沖洗液的回流。沖洗液的回流可以確保根管內的沖洗液能夠充分擴散到根管的各個部位,包括根尖區域和側支根管等難以到達的區域,從而更有效地清除根管內的細菌和殘留物,有助于提高根管治療效果,而且側方出水的方式能夠減少根尖區域受損。
技術特征:
1.一種口腔沖洗針,其特征在于,包括鎳鈦合金管體,所述鎳鈦合金管體具有拉拔成型結構,所述鎳鈦合金管體的外徑范圍為0.20~3.5mm,內徑范圍為0.1~3.3mm;所述鎳鈦合金管體的長度為10~70mm;所述鎳鈦合金管體的一端形成有缺口,所述缺口與所述鎳鈦合金管體的內孔相貫通,且所述缺口貫穿所述鎳鈦合金管體的一端的端部,所述鎳鈦鎳鈦合金管體于所述缺口位置的殘余壁形成沖壓針壁,所述沖壓針壁的端部向缺口位置處翹曲形成導向壁。
2.根據權利要求1所述的口腔沖洗針,其特征在于,所述導向壁具有弧形結構。
3.根據權利要求1所述的口腔沖洗針,其特征在于,所述導向壁具有凵字形結構;
4.根據權利要求1所述的口腔沖洗針,其特征在于,所述導向壁在鎳鈦合金管體徑向個點的尺寸均不超過所述鎳鈦合金管體形成所述缺口位置處的外圍尺寸;
5.一種如權利要求1至4任一項中所述的口腔沖洗針的制作方法,其特征在于,包括如下步驟:
6.根據權利要求5所述的方法,其特征在于,形成所述導向壁之前,所述方法還包括對所述鎳鈦合金管體進行第一次熱處理,其中在250~550℃范圍內進行第一次熱處理,第一次熱處理時間為3-600分鐘,熱處理完成后鎳鈦合金管體整體處于熱激活狀態,針管的奧氏體轉變結束溫度大于30℃。
7.根據權利要求6所述的方法,其特征在于,進行第一次熱處理溫度之后,形成所述導向壁之前,所述方法還包括對所述鎳鈦合金管體進行第二次熱處理,第二次熱處理的溫度為400℃~650℃,第二次熱處理之后采用熱定型處理將缺口位置處的殘余壁進行翹曲定型形成所述導向壁,熱定型時間為1~30分鐘。
8.根據權利要求7所述的方法,其特征在于,形成所述導向壁之后,所述方法還包括如下步驟:對所述鎳鈦合金管體進行第三次熱處理,其中導向壁第三次熱處理的溫度為450-650℃,導向壁以外的其它鎳鈦合金管體的第三次熱處理的溫度為250~550℃,第三次熱處理之后,形成有導向壁的口腔沖洗針的頭端為超彈狀態,其奧氏體轉變結束溫度不高于30℃,導向壁以外的其它鎳鈦合金管體為熱激活狀態,熱激活狀態的奧氏體轉變結束溫度不低于30℃。
技術總結
本發明涉及一種口腔沖洗針及其制作方法,口腔沖洗針,包括鎳鈦合金管體,所述鎳鈦合金管體具有拉拔成型結構,所述鎳鈦合金管體的外徑范圍為0.20~3.5mm,內徑范圍為0.1~3.3mm;所述鎳鈦合金管體的長度為10~70mm;所述鎳鈦合金管體的一端形成有缺口,所述缺口與所述鎳鈦合金管體的內孔相貫通,且所述缺口貫穿所述鎳鈦合金管體的一端的端部,所述鎳鈦鎳鈦合金管體于所述缺口位置的殘余壁形成沖壓針壁,所述沖壓針壁的端部向缺口位置處翹曲形成導向壁。上述口腔沖洗針,采用鎳鈦合金管材質,彎折時不易彎斷,能夠降低斷裂風險。所述沖壓針壁的端部向缺口位置處翹曲形成導向壁,如此形成的導向壁圍成的沖水口,側方出水的方式能夠減少根尖區域受損。
技術研發人員:劉晶,黃兵民,雍颹,黃悅然
受保護的技術使用者:湖北盛瑪特新材料科技有限公司
技術研發日:
技術公布日:2024/10/21
- 還沒有人留言評論。精彩留言會獲得點贊!