一種包芯粉圓的制作模具、制作方法與流程
本發明屬于食品加工裝置領域,具體涉及一種包芯粉圓的制作模具、制作方法。
背景技術:
1、包芯粉圓是在粉圓中加入各種不同的餡料,如紅豆、綠豆、大豆、花生、芝麻之類。
2、目前市場的包芯粉圓制作技術,主要通過將包芯置入包裹粉中滾制而成。這種制作方式,需要圓芯顆粒較為成型才能實現,否則無法形成粉圓。所以這種方式不適用于液體態的中藥浸膏或粉狀中藥作為粉圓的芯。現有的這種制作方式,滾制過程中圓芯顆粒容易團結而使直徑會變得更大,加上包芯粘連,最終滾成的粉圓大小不均,且尺寸不可控,制成后需經篩選,制成率較低。
技術實現思路
1、本發明的目的是克服現有包芯粉圓制作過程中所存在的上述缺陷,提供一種包芯粉圓的制作模具及制作方法,適用于液態或粉末狀不成型的粉圓芯料,且粉圓大小均勻、尺寸可控。
2、為了實現上述目的,本發明的第一方面提供一種包芯粉圓的制作模具,采用如下的技術方案:
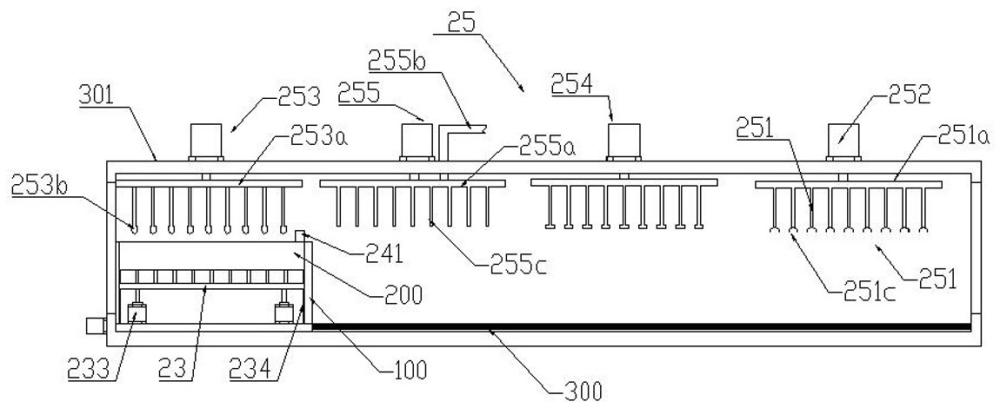
3、一種包芯粉圓的制作模具,包括底板、內模組件、內模支撐組件和上模組件,所述底板的上表面為平面,且所述底板上開設有頂部敞口、底部通過支撐通道在底板的厚度方向上貫穿底板的若干個內模腔體,內模組件設置于所述內模腔體內,所述內模支撐組件通過所述支撐通道對所述內模組件進行上下位置可調式支撐,所述上模組件位于所述底板的上方,與內模組件配合,實施粉圓的包芯與成型。
4、作為優選,該制作模具還包括刮板部件和驅動所述刮板部件貼緊所述底板的上表面水平往復移動的刮板驅動部件。
5、作為優選,所述刮板部件包括刮板一和刮板二,所述刮板一的刮料方向垂直于所述刮板二的刮料方向,所述刮板一和刮板二分別由對應的刮板驅動部件驅動。
6、作為優選,所述上模組件包括上模壓制部件和驅動上模壓制部件上下移動的上模驅動部件,所述上模壓制部件的前端具有壓制上模,所述壓制上模與內模組件壓制配合形成粉圓的外型。
7、作為優選,所述上模壓制部件包括壓制支撐板和設置于所述壓制支撐板下方的壓制連桿,所述壓制上模設置于所述壓制連桿的下端部。
8、作為優選,所述上模組件還包括填芯部件,所述填芯部件包括具有流體通道的填芯支撐板、與所述流體通道相連通的流體導管和設置于所述填芯支撐板下方的若干注射管,所述注射管與所述流體通道相通,所述注射管的個數和位置與所述內模腔體相對應。
9、作為優選,所述填芯部件還包括設置于所述注射管前端的填芯緩沖結構,所述填芯緩沖結構包括與所述注射管相通的緩沖罐和設置于所述緩沖罐出料端的定量閥。
10、作為優選,所述上模組件還包括芯料填芯腔形成部件,用于在已填充的在內模槽內的皮料內形成一個芯料的填芯腔。該芯料填芯腔形成部件包括填芯腔支撐板和設置于填芯腔支撐板下方的填芯腔形成頭。
11、作為優選,所述上模組件還包括壓實部件,所述壓實部件包括壓實支撐板和設置于所述壓實支撐板下方的壓實連桿,所述壓實連桿的前端設有壓實端塊。
12、作為優選,所述壓制支撐板、填芯腔支撐板和壓實支撐板集成于同一塊。
13、作為優選,所述內模組件包括有外徑相同、內徑不同的多組。適用于制備不同大小的粉圓。
14、本發明的第二方面,提供一種包芯粉圓的制備方法,采用上述的制作模具。包括如下的步驟:
15、s1.在底板上的內模組件內施加粉圓的皮粉,在內模組件內形成粉圓下半部分;
16、s2.利用上模組件的芯料填芯腔形成部件在粉圓下半部分形成容納芯料的芯料槽;
17、s3.利用上模組件的填芯部件在芯料槽內填充芯料;
18、s4.利用上模組件的壓實部件在完成芯料填充的粉圓上實施壓實;
19、s5.在壓實完成后的粉圓下半部分上施加皮粉形成粉圓上半部分,利用上模組件的上模壓制部件與內模組件配合壓制,形成包芯粉圓。
20、通過實施上述技術方案,本發明具有如下的優點:
21、本發明的制作模具,制作的粉圓大小均勻,且大小可控,尤其適用于對液態、半液態、粉態等難以成型的芯料的包芯粉圓的制作,制作過程簡單、高效。
技術特征:
1.一種包芯粉圓的制作模具,其特征在于,包括底板、內模組件、內模支撐組件和上模組件,所述底板的上表面為平面,且所述底板上開設有頂部敞口、底部通過支撐通道在底板的厚度方向上貫穿底板的若干個內模腔體,所述內模組件設置于所述內模腔體內,所述內模支撐組件通過所述支撐通道對所述內模組件進行上下位置可調式支撐,所述上模組件位于所述底板的上方,與內模組件配合,實施粉圓的包芯與成型。
2.根據權利要求1所述的一種包芯粉圓的制作模具,其特征在于,該制作模具還包括刮板部件和驅動所述刮板部件貼緊所述底板的上表面水平往復移動的刮板驅動部件。
3.根據權利要求1所述的一種包芯粉圓的制作模具,其特征在于,所述上模組件包括上模壓制部件和驅動上模壓制部件上下移動的上模驅動部件,所述上模壓制部件的前端具有壓制上模,所述壓制上模與內模組件壓制配合形成粉圓的外型。
4.根據權利要求3所述的一種包芯粉圓的制作模具,其特征在于,所述上模壓制部件包括壓制支撐板和設置于所述壓制支撐板下方的壓制連桿,所述壓制上模設置于所述壓制連桿的下端部。
5.根據權利要求4所述的一種包芯粉圓的制作模具,其特征在于,所述上模組件還包括填芯部件,所述填芯部件包括具有流體通道的填芯支撐板、與所述流體通道相連通的流體導管和設置于所述填芯支撐板下方的若干注射管,所述注射管與所述流體通道相通,所述注射管的個數和位置與所述內模腔體相對應。
6.根據權利要求5所述的一種包芯粉圓的制作模具,其特征在于,所述填芯部件還包括設置于所述注射管前端的填芯緩沖結構,所述填芯緩沖結構包括與所述注射管相通的緩沖罐和設置于所述緩沖罐出料端的定量閥。
7.根據權利要求5所述的一種包芯粉圓的制作模具,其特征在于,所述上模組件還包括芯料填芯腔形成部件,所述芯料填芯腔形成部件包括填芯腔支撐板和設置于填芯腔支撐板下方的填芯腔形成頭。
8.根據權利要求5所述的一種包芯粉圓的制作模具,其特征在于,所述上模組件還包括壓實部件,所述壓實部件包括壓實支撐板和設置于所述壓實支撐板下方的壓實連桿,所述壓實連桿的前端設有壓實端塊。
9.根據權利要求8所述的一種包芯粉圓的制作模具,其特征在于,所述壓制支撐板、填芯腔支撐板和壓實支撐板集成于同一塊支撐板上。
10.一種包芯粉圓的制備方法,采用如權利要求1-9任一項所述的制作模具。
技術總結
本發明屬于食品加工裝置領域,具體涉及一種包芯粉圓的制作模具、制作方法,該制作模具包括底板、內模組件、內模支撐組件和上模組件,所述底板的上表面為平面,且所述底板上開設有頂部敞口、底部通過支撐通道在底板的厚度方向上貫穿底板的若干個內模腔體,內模組件設置于所述內模腔體內,所述內模支撐組件通過所述支撐通道對所述內模組件進行上下位置可調式支撐,所述上模組件位于所述底板的上方,與內模組件配合,實施粉圓的包芯與成型。本發明的制備模具,制作的粉圓大小均勻,且大小可控,尤其適用于對液態、半液態、粉態等難以成型的芯料的包芯粉圓的制作,制作過程簡單、高效。
技術研發人員:黃永銀
受保護的技術使用者:墨卓生物科技(浙江)有限公司
技術研發日:
技術公布日:2024/10/21
- 還沒有人留言評論。精彩留言會獲得點贊!